Magnet Conveyors
Magnet Conveyors
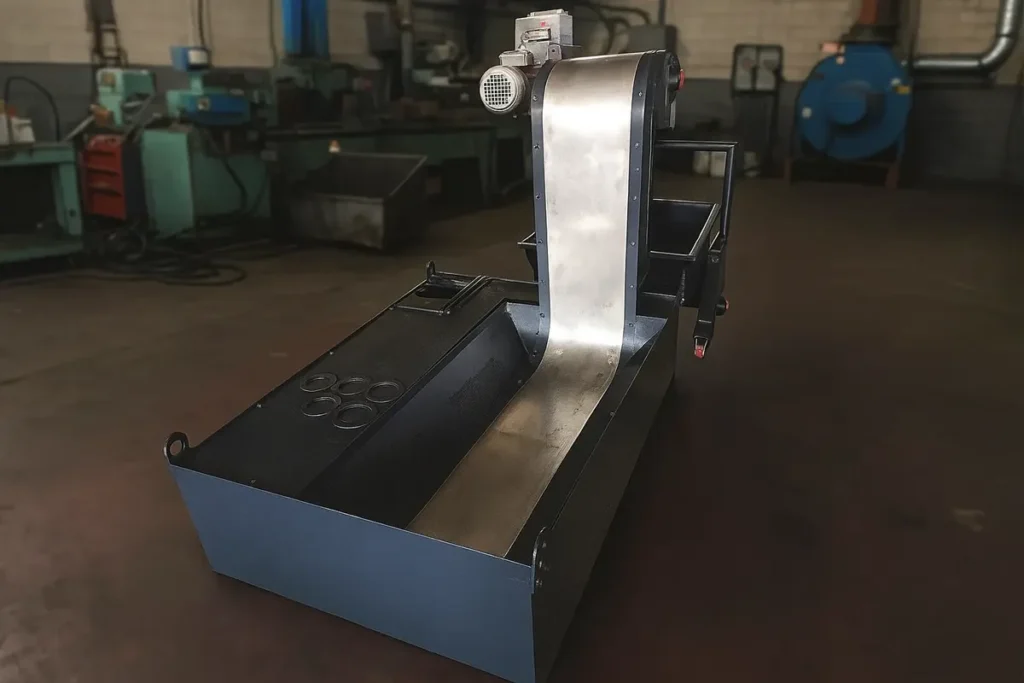
Magnet Conveyors Systems by Amber Anthony Private Limited are designed to provide efficient, safe, and reliable handling of ferrous materials in modern industrial environments. Built using high-quality components and advanced engineering techniques, these conveyors utilize powerful permanent magnets to securely move metal parts, chips, and scrap without slippage or spillage.
Amber Anthony’s Magnet Conveyors are highly versatile and can be customized to suit specific applications, including wet or dry operations. They are capable of transporting materials at steep angles or even vertically, making them perfect for compact spaces and complex production layouts.
Additionally, these systems help in maintaining proper part orientation and consistent material flow, which enhances productivity and reduces downtime.
Widely used for chip handling, scrap removal, and automated material transfer, Magnetic Conveyors offer a clean, quiet, and energy-efficient solution. Their durable construction, precision performance, and cost-effective operation make them an essential component in modern manufacturing processes.
Choose Amber Anthony Private Limited for high-performance Magnetic Conveyor solutions that deliver reliability, efficiency, and superior material handling in every application.

Features:
- Magnetic Strength: Equipped with powerful magnets to securely hold and transport ferrous materials.
- Robust Construction: Durable build with high-quality materials to withstand heavy-duty industrial use.
- Customizable Design: Tailored to meet specific operational requirements and dimensions.
- Smooth Operation: Engineered for consistent and vibration-free material movement.
- Corrosion-Resistant: Designed to withstand harsh working conditions and extend service life.
Benefits
- Enhanced Efficiency: Speeds up material handling processes by securely transporting ferrous materials.
- Improved Safety: Reduces manual handling, lowering the risk of workplace injuries.
- Reduced Downtime: Reliable performance ensures minimal maintenance and operational interruptions.
- Cost-Effective: Long-lasting design reduces replacement and maintenance costs over time.
- Versatility: Adaptable for various industries, including automotive, recycling, and machining sectors.