Material Movement Conveyors
Material Movement Conveyors
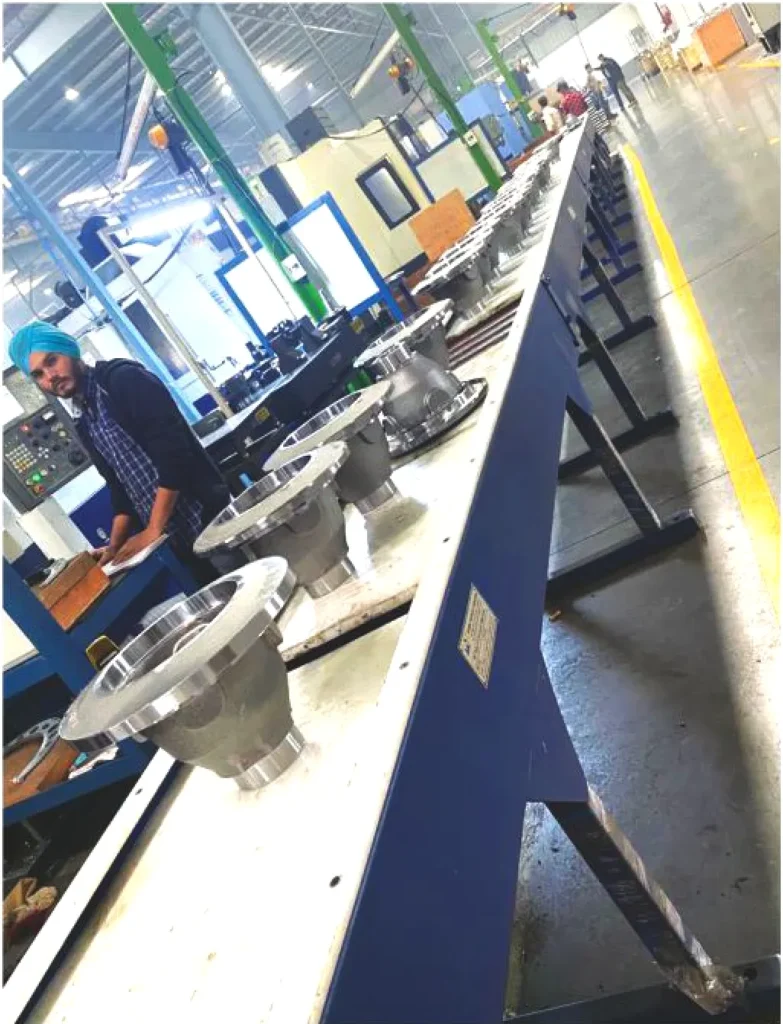
Material Movement Conveyors Systems by Amber Anthony Private Limited are designed to ensure smooth, efficient, and reliable transportation of materials across various stages of industrial operations. Built using high-quality materials and advanced engineering, these conveyors play a vital role in automating the movement of raw materials, components, and finished goods within manufacturing plants, warehouses, and distribution centers. They help create a continuous workflow, reducing manual handling and improving overall productivity.
These conveyors are capable of handling a wide range of materials, including lightweight packages, heavy components, and bulk items. Available in different configurations such as belt conveyors, roller conveyors, chain conveyors, and slat conveyors, they can be customized to suit specific operational requirements. Their flexible design allows integration with existing machinery, ensuring seamless material transfer between processes.
Material Movement Conveyors significantly enhance efficiency by enabling continuous and controlled material flow. They reduce labor costs, minimize the risk of product damage, and improve workplace safety by eliminating the need for manual lifting and transportation. Additionally, these systems optimize floor space utilization and support faster production cycles, leading to increased throughput and cost savings.
Amber Anthony’s Material Movement Conveyors are engineered for durability, low maintenance, and long service life, even in demanding industrial environments. Their robust construction and precision performance ensure reliable operation with minimal downtime.



Features:
- Robust Construction: Built with durable materials to handle heavy-duty operations and ensure longevity.
- Versatile Applications: Suitable for transporting a wide range of materials, from raw goods to finished products.
- Customizable Designs: Tailored to meet specific industry and process requirements, including length, width, and speed.
- Energy-Efficient Operation: Optimized for low power consumption without compromising performance.
- Smooth Material Flow: Minimizes material handling errors with precise and consistent movement.
- Low Maintenance: Designed for reliability and reduced upkeep requirements.
- Integrated Safety Features: Equipped with safety systems to protect operators and prevent material spillage.
- Flexible Installation Options: Suitable for horizontal, inclined, or curved transport pathways.
Benefits
- Enhanced Productivity: Speeds up material handling processes, reducing production cycle times.
- Cost Savings: Cuts down on manual labor and operational costs through automation.
- Improved Workflow Efficiency: Seamlessly integrates into existing processes for uninterrupted material flow.
- Safety Assurance: Reduces workplace risks with secure and controlled material transport.
- Custom Solutions: Adapts to specific industry needs, enhancing process flexibility.
- Durability and Reliability: Built to withstand rigorous industrial environments for long-term use.
- Eco-Friendly: Energy-efficient design contributes to sustainable industrial practices.
- Space Optimization: Compact and efficient layouts maximize workspace utilization.